

In practice, in order to judge the wear of the tool more conveniently, accurately and intuitively, the tool life is generally used to indirectly reflect the bluntness of the tool. The cutting time of a sharpened tool from the start of cutting until the wear amount reaches the blunt standard is called tool life, and the unit is min.
Tool life reflects how quickly the tool wears. Long tool life indicates that the tool wears slowly; otherwise, it indicates that the tool wears quickly. Factors affecting cutting temperature and tool wear also affect tool life. The influence of cutting amount on tool life is obvious. Through cutting experiments, we can get the relationship expression of Vc、f、ap on tool life T:
When cutting carbon steel with R=0.637GPa (/0.7mm/r) with P40 carbide turning tools, the relationship between cutting amount and tool life is:
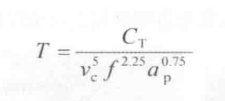
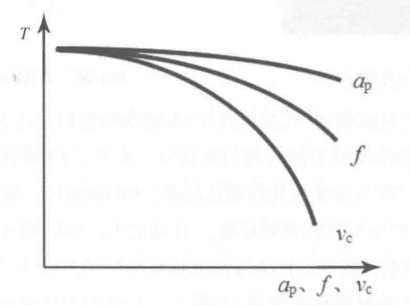
It can be seen from the above formula that the cutting speed has the greatest impact on tool life, followed by the feed amount, and the amount of back cutting is the smallest. According to actual production experience, when the cutting speed increases by 20%, the blade wear increases by 50%; when the feed rate increases by 20%, the blade wear increases by 20%; when the amount of back cutting increases by 50%, the blade wear increases by 20% (As shown in the picture below). This is completely consistent with the order of the three effects on cutting temperature, reflecting that cutting temperature has a greater impact on tool life.
Tool life is an important parameter with many uses. It can be used to determine the tool change time, measure the cutting machinability of the workpiece material and the cutting performance of the tool material, and determine whether the selection of tool geometric parameters and cutting amount is reasonable, etc.
