In practice, in order to judge the wear of the tool more conveniently, accurately and intuitively, the tool life is generally used to indirectly reflect the bluntness of the tool. The cutting time of a sharpened tool from the start of cutting until the wear amount reaches the blunt standard is called tool life, and […]
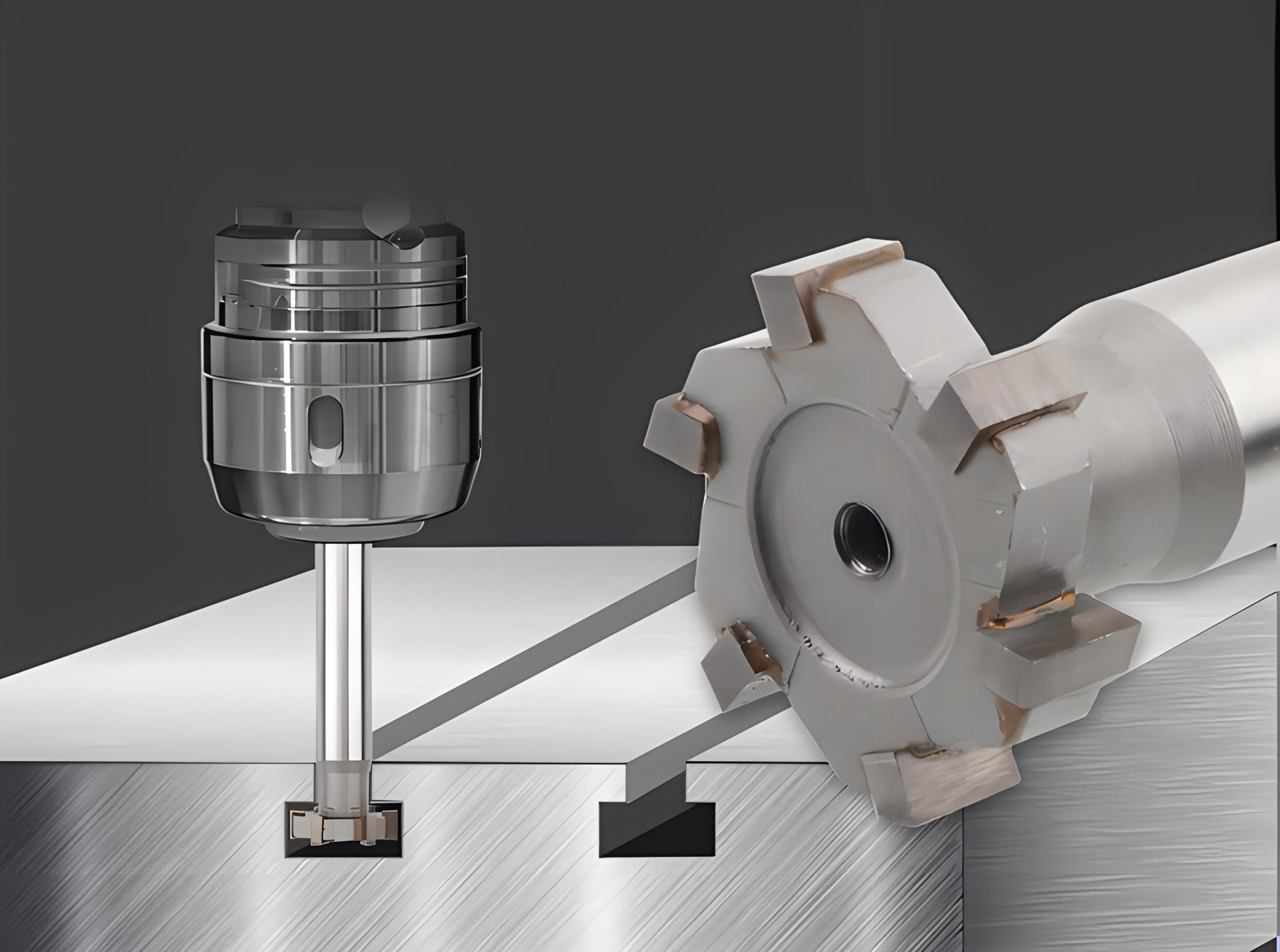
Better not to do that! Because the T-shaped cutter does not have a spiral chip flute, the chips cannot be discharged smoothly when grooving, and the cutter can easily break! Besides, the cutting performance of forming tools is not as good as that of end mills, they are just relatively convenient! It is recommended to […]
1. First correct the position of the workpiece to ensure that the T-shaped groove is consistent with the feed direction of the workbench. 2. Use a dial indicator to correct the position of the upper plane of the workpiece to ensure it is parallel to the work surface. 3. Follow the steps to use the […]
The speed of tapping depends on the type of screw tap, the number of teeth of the tapping part, the material, the type of material to be cut, the shape of the bottom hole, the cutting oil, etc. The speed is adjusted under the speed setting, so it must be very careful. Notice. When the […]
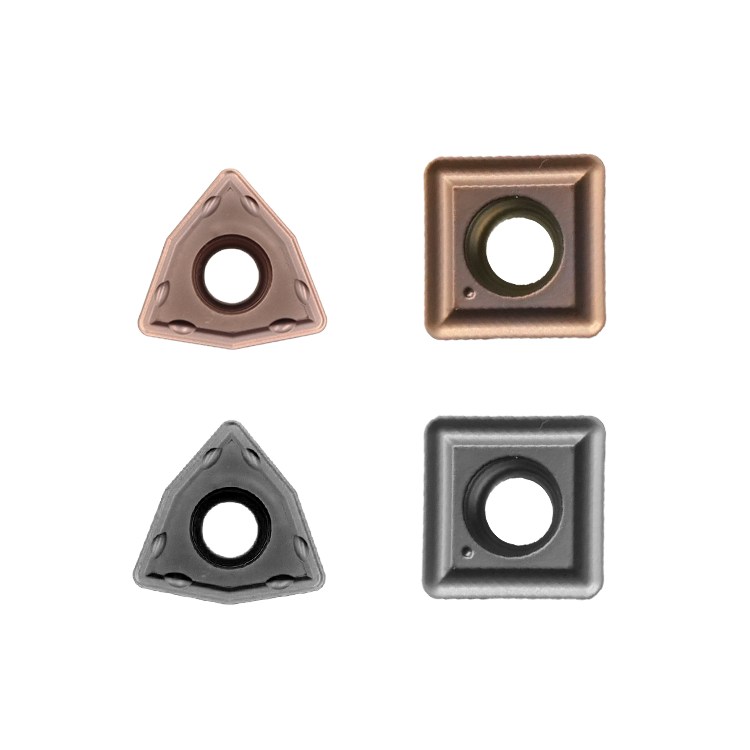
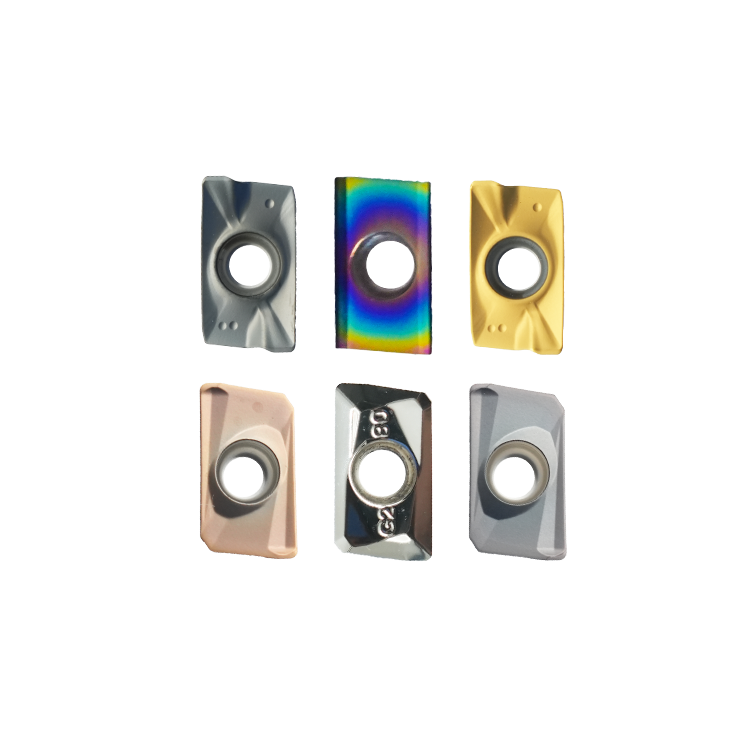
Blade classification Applicable to grades coating Features application turning inserts steel T90 Uncoated Cermet materials are not compatible with the materials being processed, have good red hardness at high temperatures, have good surface finish and long service life. Suitable for processing 45# steel, 15# steel, A3 steel, 40 chromium and 42 chromium semi-finishing and finishing. […]
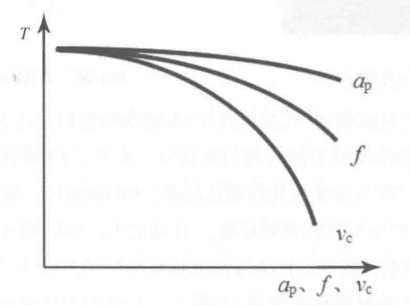
Common parameters and their units D Diameter (mm) FN Feed per Reovolution(mm/rev) ap Cutting Depth(mm) Fz Feeding per Teeth(mm/tooth) ae Cuting Width(mm) Z Number of teeth Vf Feed Rate (mm/min) n Spindle Speed(rev/min) Vc Cutting Speed(m/min) L Length(mm) Q Rate of Metal Removal(m'/min) Tc Processing Time (min)
Tool wear/breakage patterns Phenomenon reason solution Flank wear The cutting resistance increases and groove wear gradually forms on the flank surface. Surface quality deteriorates or size exceeds tolerances The tool material is too soft. The cutting speed is too high. The clearance angle is too small. The feed amount is too small. Select tool materials […]
Question Solution Drill bit damage Front to surface wear 1. Used in high-speed areas 2. Increase feed 3. In the case of internal coolant drilling, reduce the amount of oil supply and discharge. 4. Choose high-lubricant cutting oil Chisel edge breakage 1. Increase the width of the chisel edge 2. Increase the amount of passivation […]