1. Pour some lubricating oil, use a sharp hairpin or chopper to slowly knock out the fracture surface in the opposite direction, and occasionally turn the iron over to sharpen it (the most common method in the workshop, but for threaded holes with too small diameter or broken taps that are too large) It may […]
1. The most important thing in processing is the tool Any tool that stops working means production is at a standstill. But that doesn’t mean every knife has the same importance. The tool with the longest cutting time has a greater impact on the production cycle, so under the same conditions, more attention should be […]
High-Speed Steel (HSS), which stands for High-Speed Steel, is a high-alloy tool steel that incorporates a significant amount of alloying elements such as tungsten (W), molybdenum (Mo), chromium (Cr), and vanadium (V). HSS tools exhibit excellent comprehensive properties in terms of strength, toughness, and workability, and they still hold a dominant position in the manufacturing […]
1. Hole Size Increase When using a machining center or similar equipment for drilling with a rotating drill bit and noticing an increase in hole diameter (Figure 1), it is recommended to consider increasing the cutting fluid flow rate, such as cleaning the filter, cleaning the cutting fluid hole in the drill bit, or trying […]
The selection of lathe tool holders for external turning requires consideration of factors such as machining form, tool strength, and economic efficiency. 1. Tool holder selection is primarily based on the machining form. The type of tool holder that can be used varies with the turning part (external round, end surface, copying, etc.) and the […]
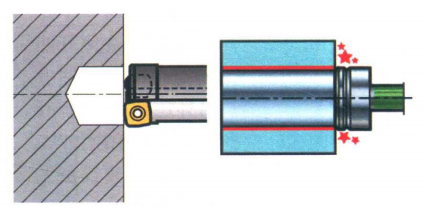
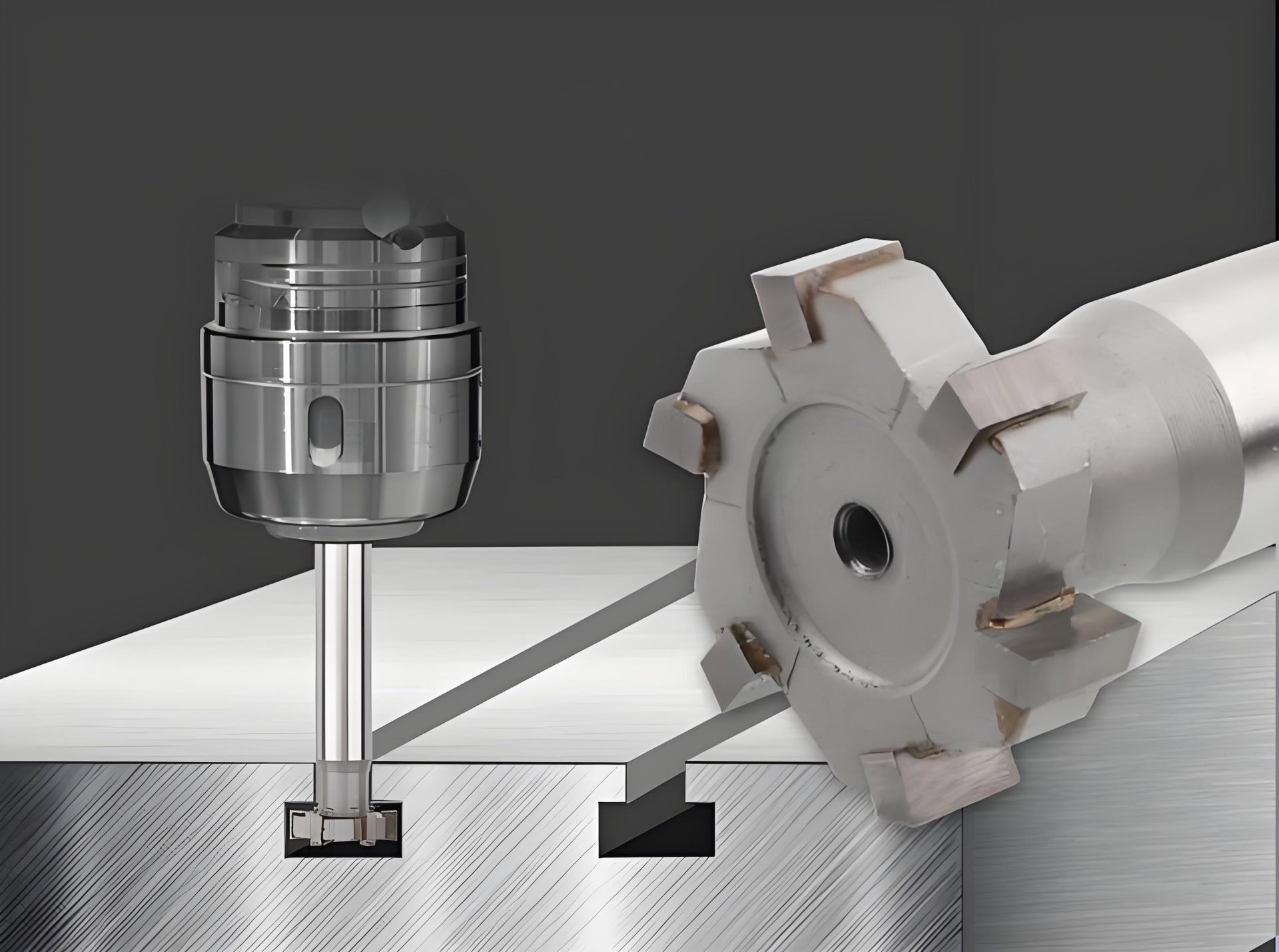
The milling methods for V-Slot and T-Slot are as follows: I.V-Slot and their milling methods 1. Main technical requirements for V-Slot (1) The center plane of the V-Slot should be perpendicular to the reference surface (bottom surface) of the rectangular body. (2) The two side faces of the rectangular body should be symmetrical to the […]
1. The order of hardness of tool materials: PCD>PCBN>A1, O, based ceramics>Si, N, based ceramics>TiC (N) based carbide>WC based ultrafine grained carbide>High speed steel (HSS) 2. The order of bending strength of tool materials is HSS>WC-based cemented carbide>TiC(N)-based cemented carbide>Si, N-based ceramics>A1,0:-based ceramics>PCD>PCBN 3. The order of fracture toughness of tool materials is HSS>WC-based cemented […]
In order to let everyone better understand the meaning of each letter of the boring tool specification, we have made this table with detailed examples. We hope it will be helpful for everyone to understand the boring tool. If you have any questions, please contact us. All specifications can be customized. Example: MTR-1-RO.05-L4 M […]
High-performance high-speed steel refers to a new steel type that adds alloy elements such as carbon, vanadium, cobalt or aluminum to general-purpose high-speed steel. 1. High-carbon high-speed steel has a carbon content that is 0.20% to 0.25% higher than that of similar general-purpose high-speed steel, causing all the alloying elements in the steel to form […]
Ordinary high-speed steel is divided into tungsten-based high-speed steel and tungsten-molybdenum-based high-speed steel. 1. Tungsten-based high-speed steel (W18 for short) contains less vanadium and has good sharpening processability. The tendency of overheating during fire is small, and heat treatment control is easier. The steel grinding performance and comprehensive performance are good, and the versatility is […]