Alloy Screwdriver Tap Installation, Punching Off and Unscrewing 1、Installation In general, a manual installation spanner should be used to install the wire sleeve. Wire nut into the installation spanner, rotate the mandrel so that the wire nut through the installation of the spanner on the guide threads screwed into the bottom hole, and make it […]
Common parameters and their units D Diameter (mm) FN Feed per Reovolution(mm/rev) ap Cutting Depth(mm) Fz Feeding per Teeth(mm/tooth) ae Cuting Width(mm) Z Number of teeth Vf Feed Rate (mm/min) n Spindle Speed(rev/min) Vc Cutting Speed(m/min) L Length(mm) Q Rate of Metal Removal(m'/min) Tc Processing Time (min)
1、Choose the best hole bottom size This is the most important tip. Look, the tap tapping bottom hole needs to match the bottom hole size. Generally, the corresponding bottom hole size range will be given in the sample. Please note that this is the range. It's important to realize that there is no single tap […]
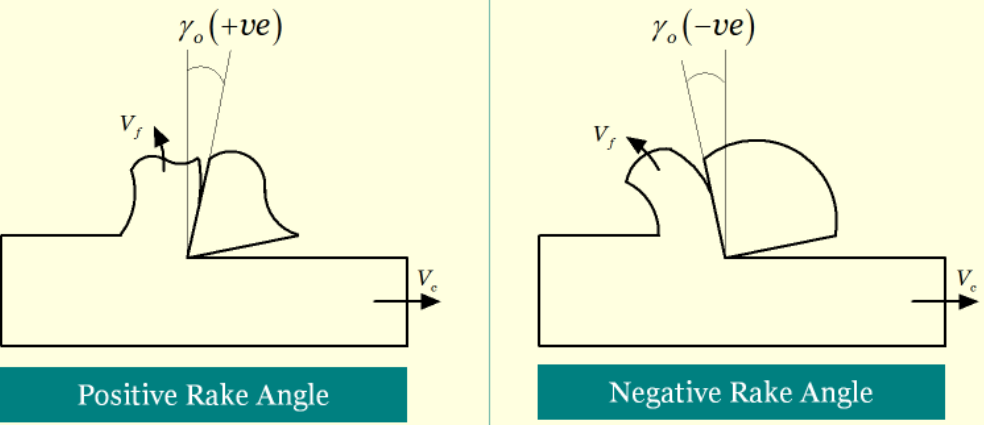
Chip formation can also show whether the most suitable tool is being used. If chip formation is not up to par, the tool geometry may need to be changed to improve the situation. Clearly, the geometry of the cutting tool has a significant impact on chips. Specifically, increasing the rake angle can improve chip formation, […]
Tool wear/breakage patterns Phenomenon reason solution Flank wear The cutting resistance increases and groove wear gradually forms on the flank surface. Surface quality deteriorates or size exceeds tolerances The tool material is too soft. The cutting speed is too high. The clearance angle is too small. The feed amount is too small. Select tool materials […]
Question Solution Drill bit damage Front to surface wear 1. Used in high-speed areas 2. Increase feed 3. In the case of internal coolant drilling, reduce the amount of oil supply and discharge. 4. Choose high-lubricant cutting oil Chisel edge breakage 1. Increase the width of the chisel edge 2. Increase the amount of passivation […]
Question Solution Oversized threads Incorrect tap selected for application See application sheet Incorrect axial feed Make sure to control the feed rate. If possible, use a tool holder for simultaneous tapping Cutting speed error See recommended values Tolerance error Choose a tap with a lower tolerance Undersized thread Tap wear Smoother tap The bottom hole […]