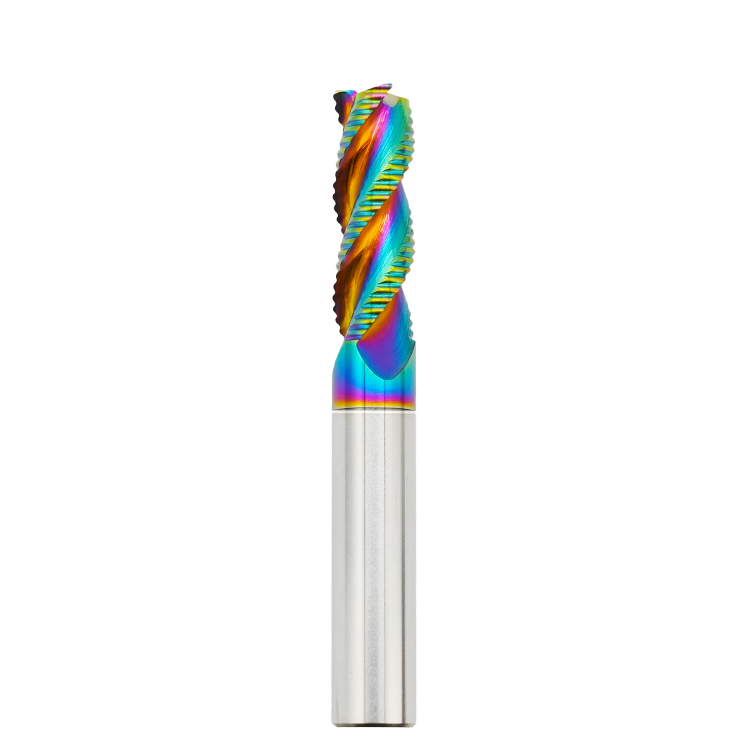
Thread tapping in aluminum extrusion refers to the process of creating threaded holes in aluminum extrusions. Here are the key points for tapping aluminum extrusions, tailored for an English-speaking audience: Selecting the Right Tap: For tapping aluminum extrusions, it is recommended to use extrusion taps. These taps are suitable for materials with plasticity, such as […]
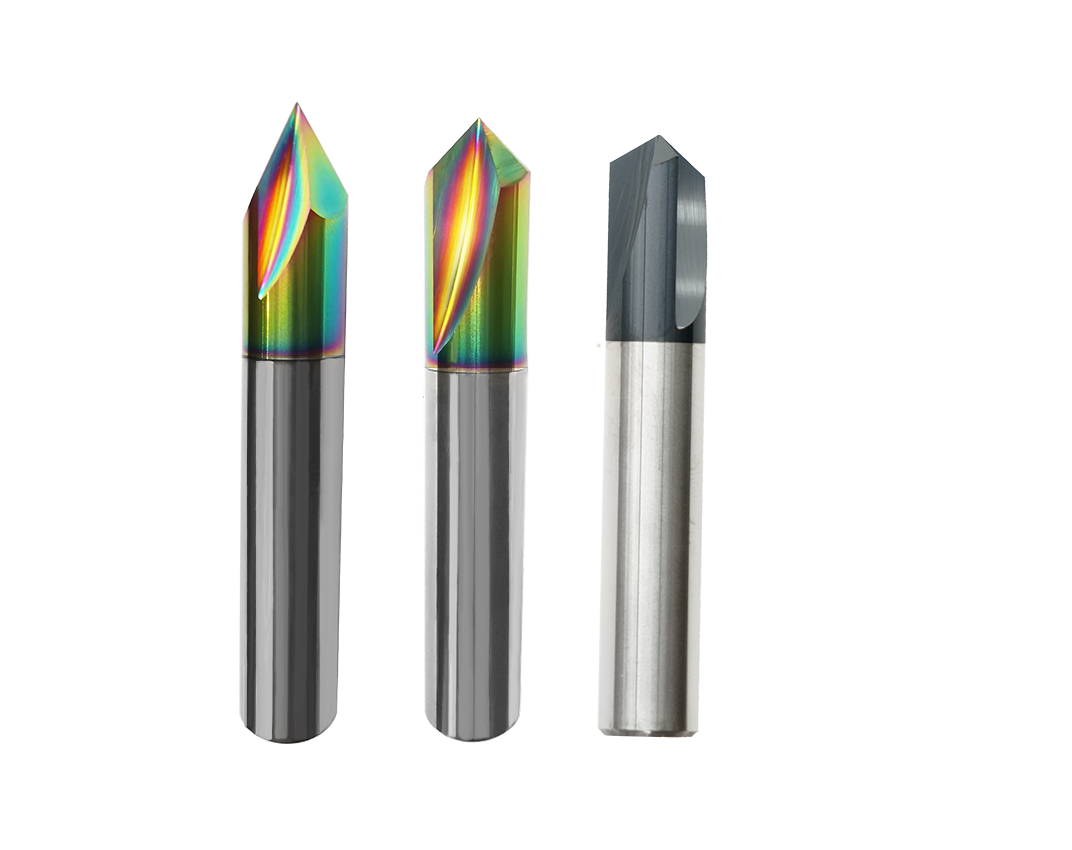
Applications: Tapering ball nose end mills are widely used in industrial manufacturing for precision cutting tasks, especially in 3D contouring and complex surface machining. They are suitable for: Mold making Intricate engraving Heavy-duty detail work requiring 3D effects throughout the design process Additionally, these end mills are utilized in the woodworking, mold, and aerospace industries […]
I. Common Types of Milling Cutters Carbide Milling Cutters Advantages: Due to titanium alloy's low elastic modulus, high friction between the tool's rear face and the workpiece, and high cutting temperatures, it is necessary to choose tool materials with good wear resistance and high temperature tolerance. Carbide milling cutters possess high hardness and wear resistance, […]
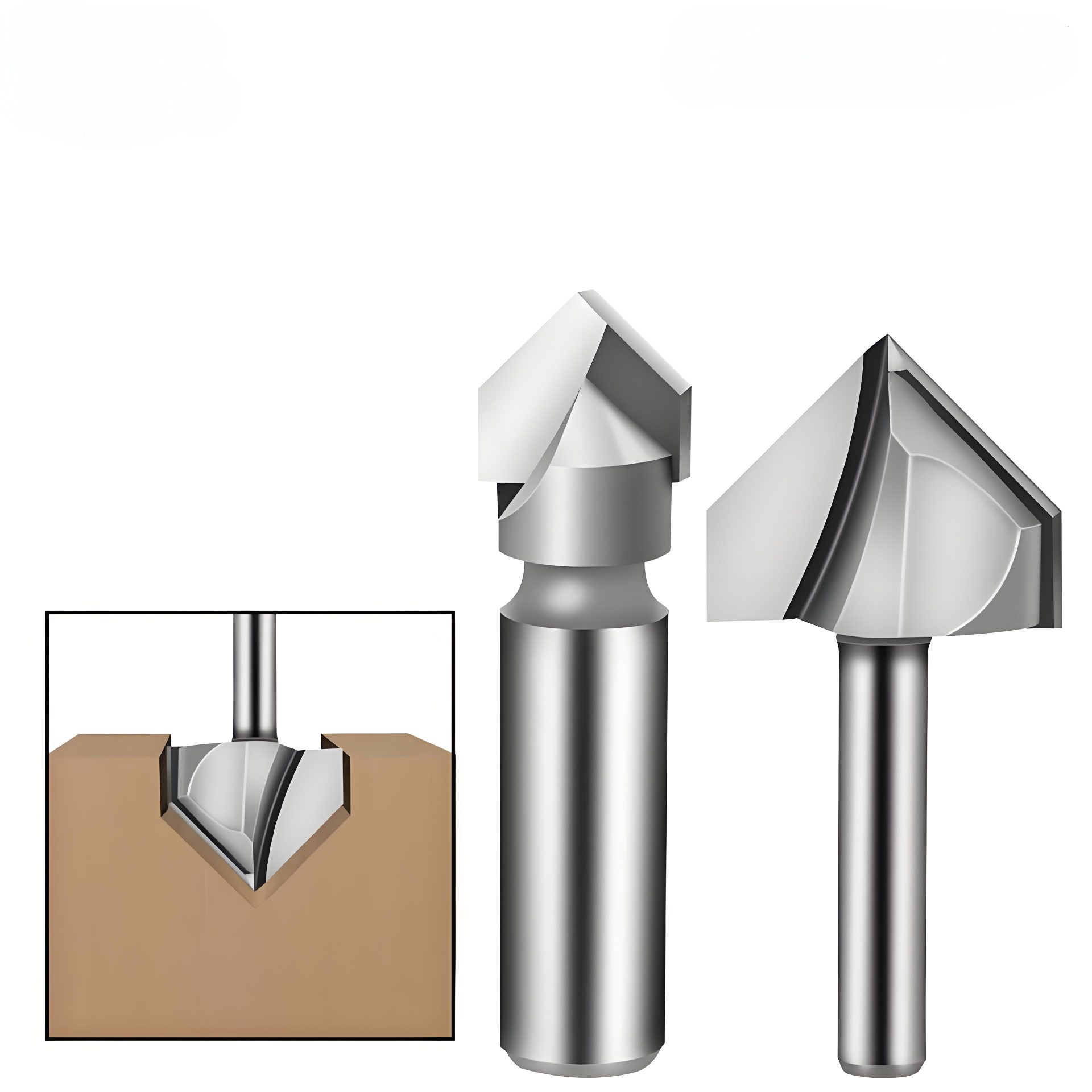
Purpose V-Groove Milling Cutters are indispensable tools for creating V-shaped grooves on workpiece surfaces. Their versatile applications span across various industries: Machinery Manufacturing: Utilized for processing shaft parts, connectors, and other components requiring V-grooves. Automobile Manufacturing: Employed in processing V-grooves on engine parts, transmission parts, and other automotive components. Aerospace: Crucial in precision machining of aircraft, rocket, and […]
The primary differences between left-hand and right-hand milling cutters lie in their helix directions, which affect their applications and machining performance. Here are the main distinctions: Helix Direction •Left-Hand Milling Cutter: The helix lines run counterclockwise from one end of the cutter to the other. •Right-Hand Milling Cutter: The helix lines run clockwise from one […]
In the realm of milling operations, Fine Milling Cutter and Rough Milling Cutter exhibit distinct differences that are evident in their application purposes, tool characteristics, machining outcomes, and usage scenarios. Application Purposes Fine Milling Cutter: Primarily used for high-precision machining, it aims to enhance the surface quality and dimensional accuracy of workpieces. As a precision […]
When processing tungsten steel, the following tools are commonly utilized due to the material's high hardness, heat resistance, and wear resistance: - Tungsten Steel Cutting Tools: - Tungsten steel (carbide) cutting tools are characterized by high hardness, good strength, and toughness, maintaining their properties even at high temperatures. They are ideal for machining tungsten steel […]
Trapezoidal thread is a commonly used thread form with an asymmetric tooth shape and is widely used in mechanical transmission and other applications requiring high load capacity. The trapezoidal thread milling cutter is one of the tools specially designed to process this special thread. This milling cutter is designed with specific angles and shapes to […]
The speed of Chamfer End Mills depends on several factors, including but not limited to the type of material being machined (such as aluminum, steel, stainless steel, etc.), the material of the tool, the machining requirements (such as precision, surface finish), the depth of cut, and the desired cutting speed. Here are general speed ranges […]
45 Degree Chamfer End Mills: An Overview A cutting tool for precision machining. Design - Body Shape: Cylindrical with cutting flutes. - Angle: 45-degree at the tool's tip. - Material: Typically made from solid carbide for hardness and wear resistance. - Versatility: Suitable for a variety of materials including metals, plastics, and composites. Applications - […]