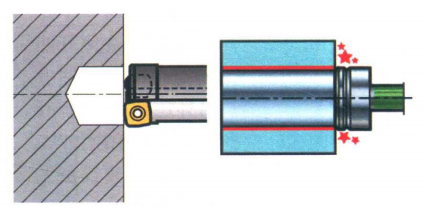
1. Hole Size Increase When using a machining center or similar equipment for drilling with a rotating drill bit and noticing an increase in hole diameter (Figure 1), it is recommended to consider increasing the cutting fluid flow rate, such as cleaning the filter, cleaning the cutting fluid hole in the drill bit, or trying […]
The selection of lathe tool holders for external turning requires consideration of factors such as machining form, tool strength, and economic efficiency. 1. Tool holder selection is primarily based on the machining form. The type of tool holder that can be used varies with the turning part (external round, end surface, copying, etc.) and the […]
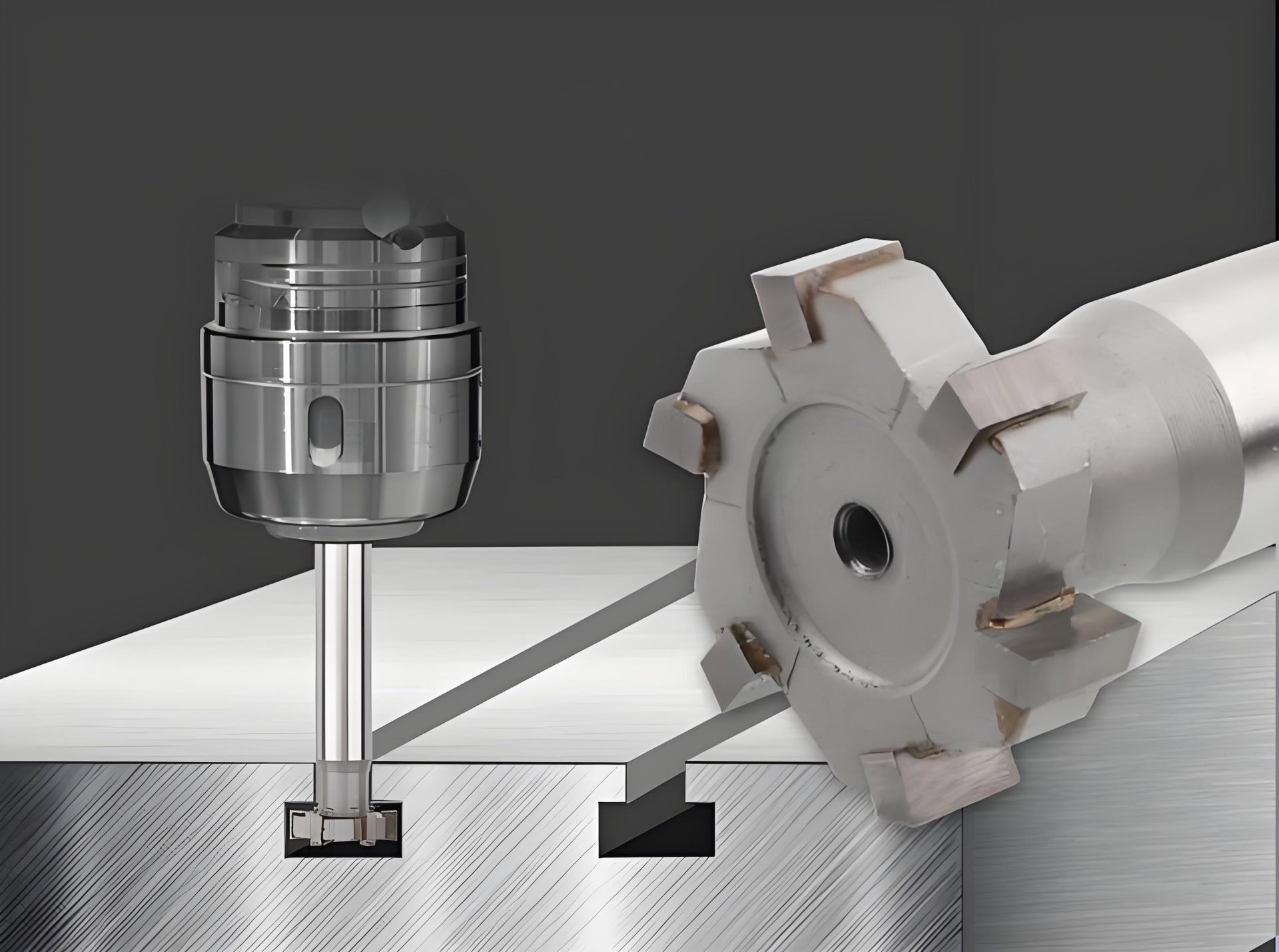
The milling methods for V-Slot and T-Slot are as follows: I.V-Slot and their milling methods 1. Main technical requirements for V-Slot (1) The center plane of the V-Slot should be perpendicular to the reference surface (bottom surface) of the rectangular body. (2) The two side faces of the rectangular body should be symmetrical to the […]
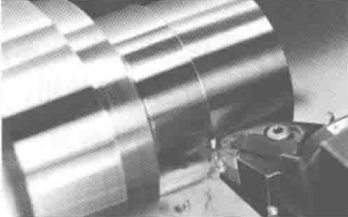
Based on the type of machined surface, turning tools can be divided into external turning tools, internal turning tools, and end face turning tools. 1. External Turning Tools External turning tools are used for external turning, to machine the external cylindrical surface of a part, achieving the required size, geometric tolerance accuracy, and surface quality, […]
1. The order of hardness of tool materials: PCD>PCBN>A1, O, based ceramics>Si, N, based ceramics>TiC (N) based carbide>WC based ultrafine grained carbide>High speed steel (HSS) 2. The order of bending strength of tool materials is HSS>WC-based cemented carbide>TiC(N)-based cemented carbide>Si, N-based ceramics>A1,0:-based ceramics>PCD>PCBN 3. The order of fracture toughness of tool materials is HSS>WC-based cemented […]
Correct selection of coating is the prerequisite for rational use of coated tools and full use of coating functions. The following is a three-point basis for the selection of PVD coatings. First of all, it still depends on the classification and hardness of the workpiece material. Generally speaking, TiN and TiCN are used for processing […]
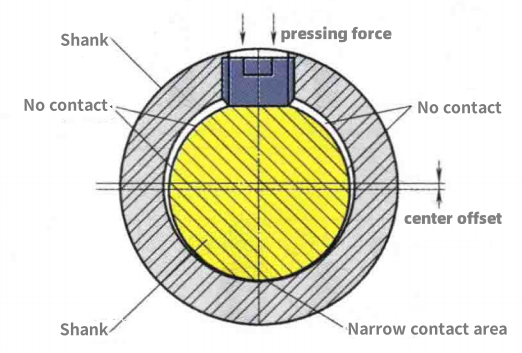
The shanks of solid carbide end mills are primarily straight cylindrical shanks (see Figure A) and cylindrical shanks with a flat surface (commonly known as "side lock" or "side lock shank"). Straight Shank The shank of a straight shank milling cutter is a complete cylinder, therefore, in terms of the shank itself, this type of […]
Cermet is a heterogeneous composite material composed of a metal or alloy and one or several ceramic phases, of which the latter accounts for about 15% to 85% (volume). At the same time, at the preparation temperature, the metal and ceramic phases The solubility between them is quite small. The TiC(N)-based cemented carbide used to […]
Collet is a device for clamping cylindrical workpieces, mainly used in machining processes on machine tools. It is characterized by uniform clamping force, a wide range of clamping diameters, and the ability to adapt to workpieces of different diameters. Collet consists of a clamping barrel and a clamping ring. Its advantages are simple operation and […]
Thread mill is a tool used for milling threads and spiral grooves. In machining, it is widely used in automobile parts, aviation parts, electronic components and other fields. According to different structural forms, thread milling cutters can be divided into two types: single teeth and three teeth. The difference between single teeth and three teeth 1. Cutting efficiency The cutting […]